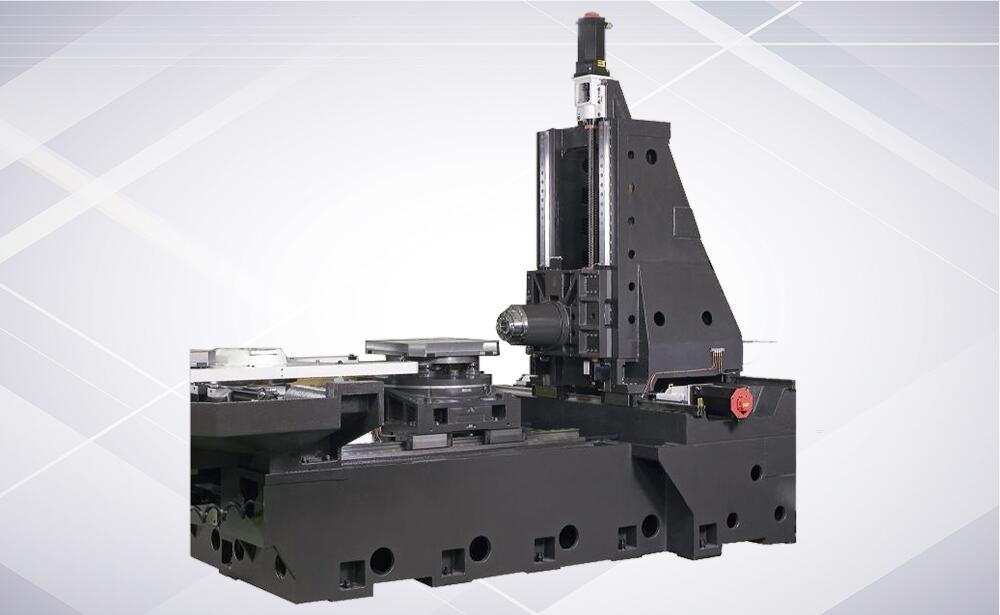
强韧、精巧的机身
主结构铸件采用高品质米汉纳铸铁,结构稳定,永久保证品质
不断缩短主轴的加减速时间及转换刀具时间,提高进给速度,减少辅助时间,提高切削效率

| 规格型号 | HMC63T系列 | HMC-80T系列 | ||||
| 项目名称 | HMC63-T/1 | HMC63-T/2 | HMC80-T/1 | HMC80-T/2 | ||
| (单工作台) | (交换工作台) | (单工作台) | (交换工作台) | |||
| 工作台 | 工作台尺寸 | 630x700mm | 630x700mm | 800x800mm | 800x800mm | |
| 工作台分度 | 1°(0.001°) | 1°(0.001°) | 1°(0.001°) | 1°(0.001°) | ||
| 工作台最大载荷 | 1200kg | 1200kg | 1500kg | 1500kg | ||
| 最大工件回转直径 | φ1000mm | φ1000mm | φ1600mm | φ1600mm | ||
| 行程 | 正T型布局 | 工作台左右转动(X向) | 1050mm | 1050mm | 1300mm | 1300mm |
| 主轴箱上下转动(Y向) | 810mm | 810mm | 1000mm | 1000mm | ||
| 立柱前后移动(Z向) | 900mm | 900mm | 1000mm | 1000mm | ||
| 主轴(台湾)【同步带1:1传动】 | BT50环喷 | 主轴轴承内径 | 100mm | 100mm | 100mm | 100mm |
| 最高转速 | 6000rpm | 6000rpm | 6000rpm | 6000rpm | ||
| 主轴中心线至工作台面距离 | 120~930mm | 0~810mm | 120~1120mm | 0~1000mm | ||
| 主轴承面至工作台中心距离 | 130~1030mm | 130~1030mm | 200~1200mm | 200~1200mm | ||
| 快移速度 | X向,Y向,Z向 | 36m/min | 36m/min | 36m/min | 36m/min | |
| B轴 | 10r/min | 10r/min | 10r/min | 10r/min | ||
| 刀库 | 刀具选择方式 | 随机 | 随机 | 随机 | 随机 | |
| 拉钉类型 | MAS 2型 | MAS 2型 | MAS 2型 | MAS 2型 | ||
| 刀具数量 | 40[60] | 40[60] | 40[60] | 40[60] | ||
| 刀具最大直径(相邻) | φ115mm | φ115mm | φ115mm | φ115mm | ||
| 刀具最大直径(领位空刀) | φ250mm | φ250mm | φ250mm | φ250mm | ||
| 刀具最大长度 | 450mm | 450mm | 450mm | 450mm | ||
| 刀具最大重量 | 25kg | 25kg | 25kg | 25kg | ||
| 换刀时间(刀对刀)随刀具重量变化 | 2.5s | 2.5s | 2.5s | 2.5s | ||
| 换刀时间(切对切)随刀具重量变化 | 6s | 6s | 6s | 6s | ||
| APC | 托板交换方式 | 2面旋转式 | 2面旋转式 | |||
| 托板交换时间 | 15s | 15s | ||||
| 定位精度(国标) | X向,Y向,Z向 | 0.01mm(全程) | 0.01mm(全程) | 0.012mm(全程) | 0.012mm(全程) | |
| 重复定位精度 | X向,Y向,Z向 | 0.006mm(全程) | 0.006mm(全程) | 0.008mm(全程) | 0.008mm(全程) | |
| 数控系统 | FANUC系统,SIEMENS系统,Mitsubishi系统 | |||||
| 标准配置 | 选配配置 |
| 主轴转速6000RPM | 主轴转速8000RPM |
| 主轴气密系统 | 三轴光栅尺 |
| 主轴滚柱线轨 | 第四轴光栅尺 |
| 工作台1°分度 | 主轴外吹气系统 |
| 切削液环状喷水 | 主轴中心出水系统 |
| 刮板式排水系统 | FANUC 31IMD |
| 集屑小车 | ZF减速箱 |
| 机内螺旋排屑系统 | 主轴油冷机 |
| 机内油水分离系统 | 三轴中空冷却系统 |
| 机顶冲屑系统 | |
| 油水分离机 | |
| M30自动断线系统 | |
| 工作灯 | |
| 警示灯 | |
| 电气箱热交换器 | |
| FANUC OIMD |